Kentsel su temini ve drenaj için uygun plastikler mi arıyorsunuz? PE çelik tel örgü kompozit boru, çelik tel örgü iskeleti yüksek yoğunluklu polietilen (HDPE) matris ile birleştiren, tatmin edici yüksek basınç direnci ve mükemmel esneklik sunan yeni bir boru türüdür. Bu makale, PE çelik tel örgü kompozit borunun özellikleri, bağlantıları, performansı ve uygulamaları hakkında net ve kapsamlı bilgiler sunmaktadır. Belediye su temini ve drenajı için kullanmayı düşünebilirsiniz.
PE Çelik Hasır Kompozit Boru Nedir?
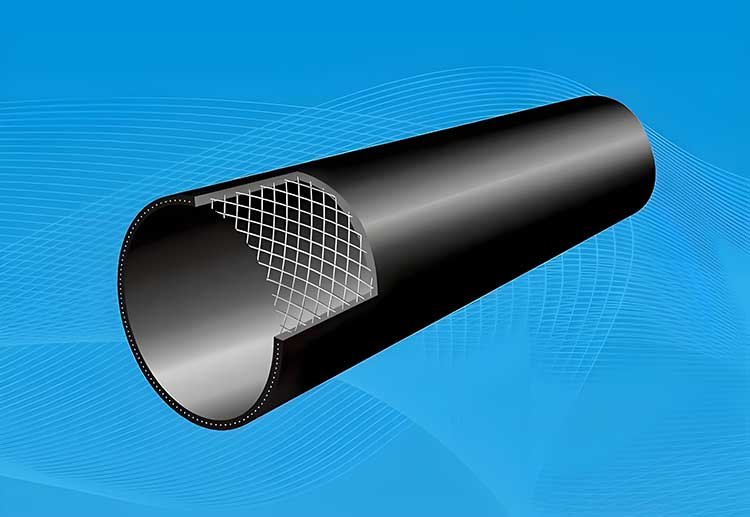
PE çelik tel örgü kompozit boru, çelik tel örgünün yüksek mukavemetini polietilenin korozyon direnci ile birleştiren kompozit bir borudur. Bu boru türü, yüksek basınç direncinin yanı sıra mükemmel esneklik ve korozyon direncine sahiptir ve çeşitli kimyasal maddelerin erozyonuna direnmesini sağlar.
PE Çelik Hasır Kompozit Boru Özellikleri
Yüksek Basınç Dayanımı
Çelik tel örgü iskeletinin takviye edici etkisi nedeniyle, çelik tel örgü iskeletli PE kompozit boru yüksek basınç direncine sahiptir.
Mükemmel esneklik
Çelik tel ve plastiğin avantajlarını birleştiren bu ürün, mükemmel esnekliğe sahiptir ve uzun mesafeli gömülü su temini ve gaz iletim boru hattı sistemleri için uygundur.
Korozyon Direnci
PE çelik tel örgü kompozit boruların çoğu doğası gereği korozyona dayanıklıdır, nemli ortamlara ve belirli kimyasallara dayanabilir. Su tedarik sistemlerinde kullanım için, işlenmemiş hammaddeler veya çevre dostu malzemeler kullanan yardımcı yüzey işleme süreçleri kullanılabilir.
İyi sertlik ve darbe direnci
Çelik tel örgü takviyesi, borunun sertliğini ve darbe direncini artırarak dış darbelere ve titreşimlere dayanmasını sağlar. Bu nedenle, karmaşık araziler ve uzun mesafeli döşeme için uygun plastik borular arıyorsanız, PE çelik tel örgü kompozit boru ideal bir seçimdir.

PE Çelik Hasır Kompozit Boru Bağlantısı

Elektrofüzyon
Kaynak uygulama aşamasında hassas parametre kontrolü çok önemlidir: Örnek olarak DN160 PE çelik tel örgü takviyeli kompozit boru bağlantı parçaları ele alındığında, 45V'luk bir voltaj 180 saniye boyunca sürekli olarak uygulanmalıdır. Kaynak sırasında, gözlem deliğinin durumu yakından izlenmelidir; ilk 30 saniyede az miktarda erimiş PE dışarı sızmalı ve voltaj dalgalanmaları ayarlanan değerin 5%'sini aşmamalıdır. DN300'ün üzerindeki borularda, kaynak boşluğunu önlemek için montaj sırasında 0,5 mm termal genleşme boşluğu bırakılmalıdır.
Sıcak eriyik soket bağlantısı
Geleneksel mekanik bağlantılarla karşılaştırıldığında, sıcak eriyik soket kaynağının üç önemli avantajı vardır: Birincisi, 1,6 MPa'nın üzerindeki basınçlara dayanabilen homojen bir bağlantı katmanı oluşturan erimiş arayüz ile mükemmel sızdırmazlık performansına sahiptir; ikincisi, 3-5 dakika içinde kontrol edilen tek bir arayüz için bağlantı süresi ile yüksek inşaat verimliliğine sahiptir; ve üçüncüsü, açıkta metal parçalar olmadan güçlü korozyon direncine sahiptir, bu da onu asidik ve alkali ortamlar için uygun hale getirir.
Hazırlık Süreci
PE çelik tel örgü kompozit borunun üretim süreci, hammadde karıştırma, ekstrüder içi eritme ve plastikleştirme, kalıp şekillendirme, flanşlama, bitirme ve inceleme ve diğer adımları içerir. Üretim sırasında, borunun kalitesini sağlamak için makinenin çıkış basıncını ve ısıtma sıcaklığını kontrol etmek gerekir.
PE çelik tel örgü kompozit boru uygulamaları

Belediye su temini ve drenajı: İyi korozyon direnci, basınç direnci ve hafifliği, kolay montajı nedeniyle belediye su temini ve drenaj projeleri için uygundur.
Kimya ve petrol endüstrileri: İyi kimyasal korozyon direncine sahiptir ve kimyasal ve petrol alanlarında sıvı taşımacılığı için uygundur.
Güç ve telekomünikasyon: Korumak için kullanılabilir boru yalıtım özellikleri ve kararlı mekanik özellikleri sayesinde dış hasarlardan korur.
Tarımsal sulama: Yaşlanmaya, soğuğa ve yüksek sıcaklıklara karşı dayanıklıdır, bu da onu tarımsal sulama projeleri için uygun hale getirir.
SSS
PE çelik tel örgü kompozit boru nasıl kurulur?
I. Kurulum Öncesi Hazırlık
Malzeme Kontrolü: Boru yüzeyleri pürüzsüz olmalı ve kabarcık ve çatlak içermemelidir; tel örgü ve PE tabakası sıkıca bağlanmış olmalıdır; boru bağlantı parçaları spesifikasyonlara uygun olmalıdır; elektrofüzyon bağlantı parçalarının bakır tel sargıları sağlam ve hasarsız olmalıdır.
Taşıma ve Depolama: Darbeyi önlemek için dikkatli taşıyın; uzun mesafeli nakliye için, deformasyonu önlemek için boruları güvenli bir şekilde sabitleyin. Depolama düz, kuru ve iyi havalandırılmış bir alanda, ısı kaynaklarından ve keskin nesnelerden uzakta olmalıdır. Borular, istifleme yüksekliği 2 metreyi geçmeyecek şekilde yatay olarak istiflenmeli ve alt katman desteklerle desteklenmelidir.
II. Kurulum Süreci
Ölçüm ve Yerleşim: Tasarım çizimlerine ve saha referans noktalarına dayanarak, boru eksenini, yüksekliği, destek ve askı konumlarını ve denetim kuyusu konumlarını işaretlemek için total station ve nivo gibi aletler kullanın. Yerleşim sapma gereksinimleri: Eksen konumu ≤ 10 mm, yükseklik ≤ 5 mm.
Boru Bağlantısı
Elektrofüzyon Bağlantısı (Yaygın Yöntem):
Boru Kesimi: Dikey olarak kesmek için özel bir kesme makinesi kullanın, temiz, çapaksız bir kesim sağlayın ve uç yüzeydeki kalıntıları ve yağı temizleyin.
Temizleme ve Yerleştirme: Borunun dış yüzeyini ve fittingin iç yüzeyini temiz pamuklu bir bezle silin. Boruyu elektrofüzyon bağlantı parçasına işaretli derinliğe kadar yerleştirin, eş eksenli olmasını ve yanlış hizalama olmamasını sağlayın.
Elektrofüzyon Kaynağı: Voltajı ve süreyi üreticinin kaynak eğrisine göre ayarlayın. Fittingin bakır tel sargısını kaynak makinesinin çıkış ucuna bağlayın. Kaynak sırasında boruyu/ek parçayı hareket ettirmeyin. Tamamlandıktan sonra ≥30 dakika doğal soğumaya bırakın.
Flanş Bağlantısı (Yardımcı Yöntem): Flanşı elektrofüzyon/termal füzyon yoluyla boruya bağlayın (elektrofüzyon flanşları elektrofüzyon gereksinimlerine göre monte edilir; termal füzyon flanşları, alın birleştirmeden önce borunun ve flanş soketinin ısıtılmasını ve katılaşması için soğutulmasını gerektirir).
Flanşlar arasına kauçuk contalar (ortamla uyumlu, örneğin su temini ve drenaj için EPDM contalar) yerleştirin. Cıvata deliklerini hizalayın ve eşit olmayan gerilimi önlemek için cıvataları eşit şekilde sıkın.
Boru Döşeme
Hendek Döşeme:
Hendek Kazısı: Hendek taban genişliği “boru çapı + 0,6~0,8 metre” olmalıdır. Hendek tabanı düz olmalı ve keskin döküntülerden arındırılmalıdır. Yumuşak toprak temellerin kum ve çakıl ile değiştirilmesi (sıkıştırma ≥90%) veya güçlendirilmesi gerekir.
Boru hattının indirilmesi: Boruyu indirmek için bir vinç/özel ekipman kullanın, kaldırma noktalarının eşit olarak dağıtılmasını sağlayın; hendek duvarları ve tabanı ile şiddetli çarpışmalardan kaçınarak yavaşça hendeğe indirin.
Boru hattı ayarı: Döşemeden sonra ekseni ve yüksekliği ayarlayın. Bitişik borular arasındaki eksen sapması ≤5mm ve yükseklik sapması ≤3mm olmalıdır.
Baş üstü döşeme: Destek ve askı montajı: Korozyona dayanıklı destekleri ve askıları tasarım aralığına göre monte edin (boru temas noktalarında lastik pedler kullanarak). Yatay borular için destekler ve askılar arasındaki mesafe 2-3 metre olmalıdır (daha büyük çaplı borular için bu mesafe azaltılabilir).
PE çelik tel örgü kompozit borunun bağlantı kalitesi nasıl kontrol edilir?
I. Görünüm ve Boyutsal Muayene
Görünüm Kontrolü: Kaynaklı alanlar pürüzsüz ve düz olmalı, kabarcık, çatlak ve delaminasyon gibi kusurlar içermemelidir.
Boyutsal Muayene: Optik bir projektör kullanarak boru çapını ve ovalliğini ölçün ve ultrasonik dalgalar kullanarak tüm boru duvar kalınlığının ızgara taramasını gerçekleştirin.
II. Mekanik Özellik Testi
Çekme Testi: Çekme testi standartlarına göre dambıl şeklinde numuneler hazırlayın ve başarısızlıktaki çekme kuvvetini kaydedin.
Soyulma Dayanımı Testi: Güçlü bir bağ sağlamak için çelik tel ve polietilen arasındaki soyulma mukavemetini bir kelepçe yöntemi kullanarak belirleyin.
III. Sızdırmazlık Testi
Hidrostatik Basınç Testi: Sabit sıcaklık koşulları altında aşamalı olarak basınç uygulayın, boru deformasyonunu ve basınç tutma performansını kaydedin ve sızıntı olmadığından emin olun.